امروز {d_today} قیمت تیرآهن در بازار آهن آلات با نوسانی حدود {p_swing_price} ریال همراه بود و روندی {p_swing} داشت. از بین {p_name}های تولید شده در کارخانههای مختلف، {p_min_name} با نرخ هر شاخه {p_min_price} ریال معامله شد، در نتیجه این محصول ارزانترین {p_name} بازار بود. از طرف دیگر {p_max_name} به مبلغ {p_max_price} ریال بهازای هر شاخه رسید و باعث شد این محصول در جایگاه گرانترین {p_name} بازار آهن آلات در روز {d_today} بایستد. با توجه به روند {p_swing} {p_name} به نظر میرسد در حال حاضر خرید این محصول در این بازه زمانی منطقی باشد.
قیمت تیرآهن یکی از عناصر تاثیرگذار در هزینه تمام شده ساختمان های دارای اسکلت فلزی است که می تواند نزدیک به 15 درصد از کل هزینه های ساخت را شامل شود. این مقطع فولادی، در حدود 50 درصد از کل فلز به کار رفته در ساختمان، و همینطور 40 درصد از هزینه های اسکلت فلزی را به خود اختصاص می دهد. همین موضوع باعث شده است تا انتخاب اصولی و خرید به قیمت مناسب، در این مقطع فولادی تبدیل به یک اولویت مهم شود! آهن پرایس می تواند با فراهم کردن طیف گسترده ای از برند ها و سایز ها، در کنار بهترین قیمت بازار، شرایط ایده آلی برای خرید تیرآهن در اختیار شما قرار دهد.
تیرآهن چیست؟
یکی از مقاطع فولادی طویل که در امور ساختمانسازی بسیار کاربرد دارد، تیرآهن (Beam) است. این محصول فولادی که شکل ظاهری آن شبیه حروف لاتین H و I است، انواع مختلفی دارد و در آلیاژها، استانداردها و کاربردهای متفاوتی تولید میشود که در ادامه به توضیح هر یک میپردازیم.
تیرآهن از یک جان و دو بال تشکیل شده که ضخامت آن در انواع تیرآهن ها متفاوت است، این محصول که بیشترین کاربرد را در امور ساختمانی و صنعتی دارد و مهمترین وظیفه آن تحمل تنشهای حاصل از نیروی خمشی و برشی است به صورتی که بالها (Flange) در برابر نیروی برشی مقاومت میکنند و جان (web) نیز وظیفه مقاومت در برابر نیروهای خمشی را دارد.
تیرآهن جزو پروفیلهای باز محسوب میشود و به دو دسته کلی سبک و سنگین تقسیم میشود که این نوع سنگین و سبک بودن تیرآهن فاکتور مهمی در تعیین قیمت تیرآهن است.
از انواع مختلف تیرآهن میتوان به تیرآهن هاش یا IPB، تیرآهن لانه زنبوری یا CNP و تیرآهن IPE و INP اشاره کرد که هر یک با توجه به فرایند ساخت و استاندارد تولید، ویژگیها و کاربردهای مخصوصی دارند. تیرآهن معمولی عمدتا از سایزهای 12 تا 30 در بازار موجود است و عمدتا در طولهای 12 متری تولید میشود که برای محاسبه قیمت تیرآهن و خرید این محصول لحاظ میشود.
مواد اصلی تیرآهن از کربن و عنصر آهن تشکیل شده و استحکام به وجود آمده از این دو عنصر، خواص فیزیکی و شیمایی به تیرآهن بخشیده که اجازه میدهد از تیرآهن در صنایع مختلفی چون : ساخت و ساز مسکن، خودروسازی، صنایع دریایی و هوایی و... استفاده شود.
خواص فیزیکی و شیمیایی تیرآهن، این محصول را به پروفیلی با مقاومت بالا در برابر فشار، کشش و خمش تبدیل کرده است، همچنین، تیرآهن به راحتی قابل شکل دهی بوده و مقاومت بالایی در برابر خوردگی و زنگزدگی دارد.
فرایند تولید تیرآهن
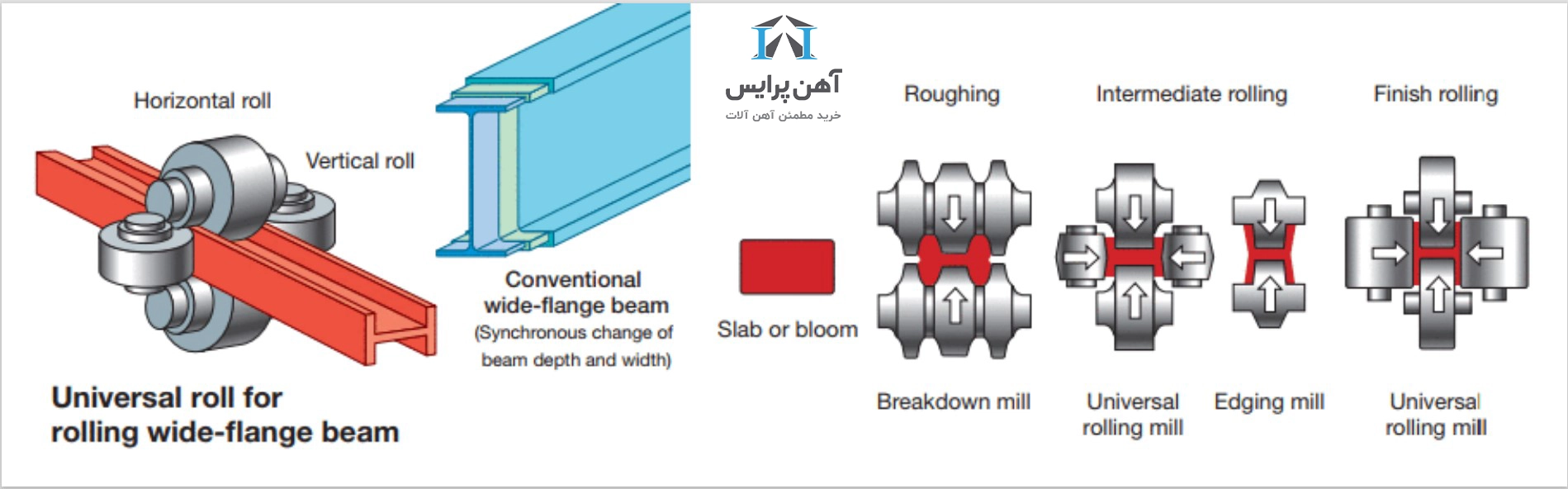
متداولترین فرایند تولید تیرآهن به مانند دیگر انواع فلزات فولادی روش نورد گرم است. فرآیند تولید تیراهن به روش نورد گرم به این صورت است که شمش بلوم از سه قفسه ابتدایی، میانی و نهایی عبور کرده و در هر مرحله تغییر شکل میدهد.
در ابتدا شمش بلوم با سطح مقطعی که عرض آن بین 15 الی 30 سانتیمتر است، در کوره حرارتی قرار داده میشود تا به دمای متناسب و حالت نرمی و شکلپذیری برسد. پس از آن شمش در میان غلتکهای ابتدایی قرار گرفته و با فشار قفسههای غلتکها مقطع شمش کاهش و طول آن افزایش مییابد.
روند قفسههای میانی و پایانی نیز به همین شکل است، با عبور از هر غلتک عرض شمش کاهش یافته و به طول آن اضافه میشود. نهایتا با عبور از تمامی این مراحل و شکلگیری شمش به صورت تیرآهن، این پروفیل در طولهای متداول برش خورده و به بازار عرضه میشود.
![]()
انواع تیرآهن
رایجترین تقسیمبندی تیرآهن در بازار، براساس استاندارد بینالمللی تولید است، این استانداردها شامل تیرآهن IPE، تیرآهن INP، تیرآهن IPB یا تیرآهن هاش، تیرآهن CNP یا تیرآهن لانه زنبوری میشود. در ادامه مشخصه هر یک از این استانداردها به اختصار بیان خواهد شد.
تیرآهن IPE
این نوع تیرآهن که بیشترین مورد مصرف را در صنایع مختلف به خود اختصاص داده است در بازار به تیرآهن معمولی نیز شناخته میشود، همچنین شکل ظاهری این تیرآهن شبیه حرف لاتین I است و براساس استانداردهای اروپایی تولید شده و از همین رو به نام تیرآهن اروپایی نیز شناخته میشود.
تیرآهن IPE وزن سبکی دارد و معمولا ضخامت آن نیز ثابت است، همچنین در سایزهای 8 الی 60 سانتیمتری نیز تولید میشود که عمدهترین مصرف آن در ساخت ستون، پوشش سقف، خرپا، نعل درگاه و ... است.
تیرآهن INP
این نوع تیرآهن که براساس استاندارد روسیه و چین تولید میشود مانند تیرآهن IPE ظاهری شبیه به حرف لاتین I دارد اما بال تیرآهن INP با فاصله گرفتن از جان، کمتر میشود.
این محصول که در سایزهای 8 الی 60 سانتیمتری تولید میشود بیشترین مصرف را در سازههای مرتفع دارد که از آن جمله میتوان به ساخت خرپا، پوشش سقف، نعل درگاه و... اشاره کرد.
تیرآهن IPB یا هاش
این نوع تیرآهن که ظاهری شبیه حرف H دارد به تیرآهن هاش و بال پهن نیز معروف است. تیر هاش معمولا دارای دو استاندارد سبک و سنگین و فوق سنگین است که به تیرآهن بال پهن سبک HEA و تیرآهن بال پهن سنگین HEB و تیرآهن فوق سنگین TPB شناخته میشود. گفتنی است حرف L درج شده روی تیرآهن به معنی سبک بودن و حرف V به معنی سنگین بودن وزن تیرآهن است.
این تیر عریض معمولا در طول 12 متر به بالا و سایز 100 الی 1000 میلیمتر تولید میشود و به دلیل قدرت بالایی که دارد در ساخت پل، برج، سد، و سازههای صنعتی بیشترین کاربرد را دارد.
تیرآهن CNP یا لانه زنبوری
وجود حفرههایی در جان تیرآهن که شبیه لانه زنبور است موجب شده این محصول به تیرآهن لانهزنبوری یا تیرآهن شبکه شناخته شود. این نوع تیرآهن نسبت به دیگر انواع تیرآهن کاربرد کمتری دارد و حفرههای آن نیز معمولا پس از تولید به صورت دستی ایجاد میشود.
تیرآهن لانهزنبوری معمولا در طول 12 الی 18 متر و ارتفاع 80 الی 300 میلیمتر تولید میشود. گفتنی است تولید تیرآهن لانه زنبوری با ایجاد حفره روی هر نوع تیرآهنی مانند معمولی یا هاش ایجاد میشود، همچنین این تیرآهن به دلیل وزن کم، قیمت مقرون بهصرفهای دارد.
![]()
ویژگی و کاربرد تیرآهن
تیرآهن یکی از اساسیترین محصولات فولادی در صنعت ساختمانسازی شناخته میشود و با توجه به استانداردهایی که مطابق با آنها تولید میشود دارای ویژگیهای متنوعی است از همین رو خرید تیرآهن با اهداف مختلفی انجام میشود.
در کنار ویژگیهایی که برای انواع مختلف تیرآهن در مطالب بالا شمرده شد نصب آسان، افزایش استحکام سازه، کاهش مصرف مقاطع فولادی، سرعت اجرای بالا، امکان اسکلتبندی ساختمانهای مرتفع و ... از جمله ویژگیهایی است که خرید تیرآهن را برای ساختمانسازی متناسب میسازد.
اگرچه هر تیرآهن به دلیل تفاوت در ویژگیهای مکانیکی و شیمیایی، سایز، وزن و استاندارد تولید کاربردهای متنوعی نیز دارد، بر همین اساس از عمدهترین کاربردهای آن میتوان به موارد زیر اشاره کرد:
- سازههای بلندمرتبه مانند پلها
- برجها، ساختمانهای بلند
- صنایع دریایی
- صنایع هوایی
- صنایع ماشینسازی و خودروسازی
- ساخت قطعات ماشینآلات
- صنعت آهن و فولاد
- ساخت خرپا
- اتصال ستون
- تیرک میانی و فرعی
- نعل درگاه
- پوشش سقف
عوامل مؤثر بر قیمت تیرآهن
آخرین قیمت تیرآهن اعلامی کارخانههای مختلف ممکن است در هر کارخانه نوسان داشته باشد، قیمت تیرآهن با توجه به سایز، استاندارد تولید، وزن و کیفیت در هر کارخانه متغیر است از همین رو قیمتهای مختلفی از این محصول در بازار ارائه میشود.
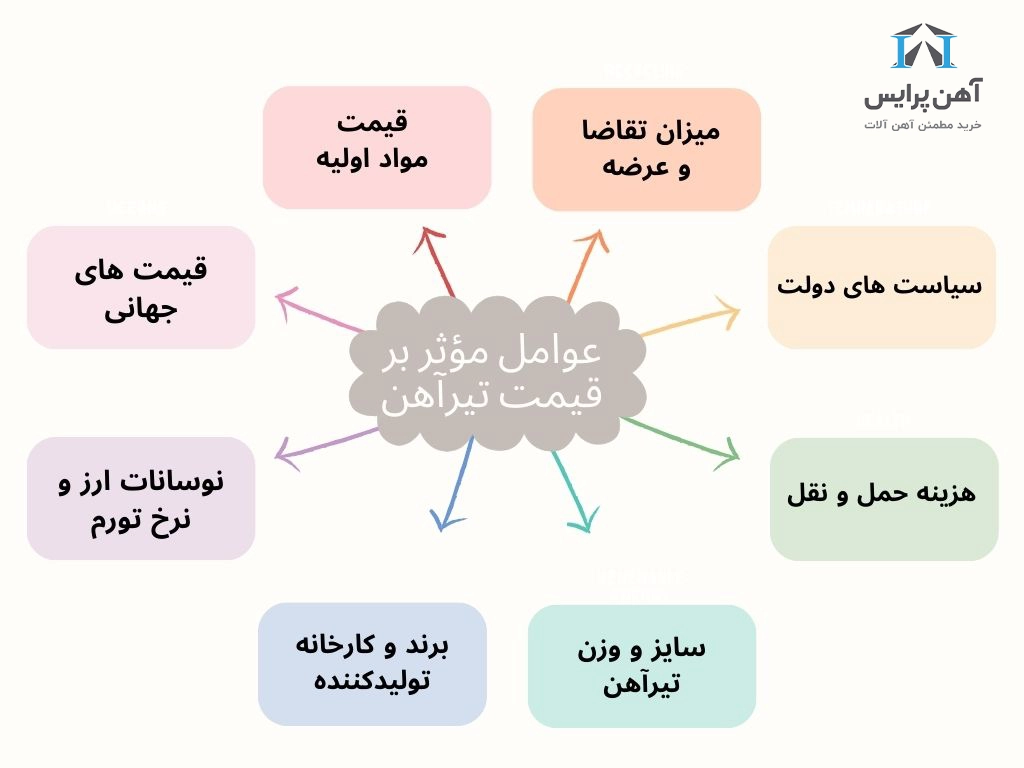
اما غیر از مشخصات فنی، عواملی مانند نوسانات کلی بازار، کمبود محصول در بازار، میزان عرضه و تقاضا و نیاز صنایع وابسته، هزینه حمل و نقل، قیمت انرژی و سوخت، محدودیت مصرف انرژی، اخبار سیاسی و نظامی، نرخ تورم و عوامل اقتصادی، انتظارات تورمی، نرخ مواد اولیه مانند سنگ آهن، کرایه حمل بار، میزان عرضه و تقاضا، قیمت دلار، بورس کالا، قیمتهای جهانی فولاد، قیمت نفت، صدور برخی شیوهنامهها از جمله مواردی است که در تعیین روند نوسانات قیمت تیرآهن نقش حائز اهمیتی دارند. در ادامه به بررسی مهمترین عواملی که قیمت تیرآهن را تحت تأثیر قرار میدهد پرداخته میشود:
- روش تولید: فرایند تولید و تجهیزات و دستگاههای مورد استفاده در کارخانهها بر قیمت تیرآهن تأثیرگذار است. همچنین تولید به روش نورد گرم یا نورد سرد به تغییر کیفیت و قیمت روز تیرآهن منجر خواهد شد.
- سایز و وزن تیرآهن: ابعاد و سایزهای مختلف تیرآهن (مانند تیرآهن ۲۰ یا ۱۶) قیمتهای متفاوتی دارد. افزون بر این وزن هر شاخه تیرآهن نیز متغیر است که برای محاسبه قیمت تیرآهن و هزینه حمل آن در نظر گرفته میشود.
- کیفیت محصول: کیفیت تیرآهن بر قیمت آن تأثیر مستقیم دارد. محصولات با کیفیت پایینتر معمولاً قیمت کمتری دارند. برای خرید تیرآهن باکیفیت باید علاوه بر توجه به برند، استاندارد تولید و کیفیت مواد اولیه، باید از مراجع معتبر و قابل اطمینان اقدام کرد.
- تغییر فصل و آب و هوا: تغییرات فصلی و وضعیت آب و هوا میتواند هزینههای حمل و نقل و تولید را تحت تأثیر قرار دهد. همچنین در ایام گرم سال تقاضا برای تیرآهن افزایش مییابد که همین امر به نوسان قیمت تیرآهن منجر میشود.
- وضعیت آب و گاز و برق: کمبود انرژی در تولید تیرآهن میتواند بر قیمت آن تأثیر منفی بگذارد. در سالهای اخیر که تولیدکنندگان با کمبود و قطعی انرژی مواجه بودهاند به کاهش تولید و در نتیجه افزایش قیمت تیراهن منجر شده است.
- تورم داخلی و خارجی: افزایش تورم میتواند هزینه تولید و در نتیجه قیمت تیرآهن را بالا ببرد.
- نرخ ارز: نوسانات نرخ ارز بر هزینه واردات مواد اولیه و قیمت تیرآهن تأثیر میگذارد.
- قیمت نفت: نوسانات قیمت نفت میتواند بر هزینههای تولید و قیمت تیراهن تأثیر بگذارد.
- وضعیت مسکن: کسادی بازار مسکن میتواند به کاهش تقاضا برای تیرآهن منجر شود و در نتیجه قیمت آن کاهش یابد.
- بازار بورس: تغییر ارزش سهام شرکتهای تولیدکننده تیرآهن میتواند بر قیمت محصولات آنها تأثیر بگذارد. همچنین معاملات تیرآهن در بورس کالا بر قیمت تیرآهن در بازار اثرگذار خواهد بود.
- قیمت مواد اولیه: تیرآهن از شمش فولادی ساخته میشود و قیمت شمش نیز تحت تأثیر عواملی مانند تقاضا و عرضه در بازار جهانی، تغییرات ارزش ارز و سیاستهای دولتی قرار میگیرد. در نتیجه، قیمت تیرآهن نیز تحت تأثیر این عوامل قرار میگیرد.
- تقاضا و عرضه: تقاضا و عرضه در بازار تیرآهن نیز میتواند بر قیمت آن تأثیر بگذارد. در صورت افزایش تقاضا برای تیرآهن و کاهش عرضه، قیمت آن افزایش مییابد. برعکس، در صورت کاهش تقاضا و افزایش عرضه، قیمت تیرآهن نیز کاهش مییابد.
- هزینه حمل و نقل: هزینه حمل و نقل نیز میتواند بر قیمت تیرآهن تأثیر بگذارد، به خصوص در صورتی که تیرآهن از کشور دیگری وارد شود. مسافت کارخانه تا محل پروژه و هزینه سوخت بر نرخ نهایی خرید تیرآهن اثرگذار است.
- تکنولوژی و نوآوری: بهبود تکنولوژی و نوآوری در صنعت تولید تیرآهن میتواند باعث افزایش کیفیت و کاهش هزینههای تولید شود. در نتیجه، قیمت تیرآهن نیز ممکن است با توجه به پیشرفت تکنولوژی و نوآوری کاهش یابد.
- سیاستهای دولتی: سیاستهای دولتی نیز میتوانند بر قیمت تیرآهن تأثیر بگذارند. برای مثال، تعرفههای واردات، تحریمها و سایر سیاستهای دولتی میتوانند باعث افزایش یا کاهش قیمت روز تیرآهن شوند.
به طور کلی، قیمت تیرآهن تحت تأثیر عوامل مختلفی قرار میگیرد و این عوامل ممکن است با توجه به شرایط بازار و تغییرات قیمتها در طول زمان تغییر کنند. با توجه به این عوامل، فعالان بازار باید به دقت قیمت روز تیرآهن و تغییرات آن را زیر نظر داشته باشند تا در زمان مناسب اقدام به خرید تیرآهن کنند. شناخت این عوامل به تصمیمگیری بهتر در خرید و فروش تیرآهن کمک میکند و میتواند منجر به کاهش هزینهها و افزایش سودآوری گردد.
![]()
تأثیر قیمت روز تیرآهن در ساختمان سازی
تیرآهن به عنوان یکی از مهمترین محصولات فلزی در صنعت ساخت و ساز به کار میرود و قیمت آن تأثیر بسیاری بر صنعت ساختمان سازی دارد. در ادامه به بررسی تأثیرات قیمت روز تیرآهن در صنعت ساختمان سازی پرداخته میشود.
- هزینه ساخت: قیمت روز تیرآهن به طور مستقیم بر هزینه نهایی ساختمان تأثیر میگذارد. با افزایش قیمت تیرآهن، هزینه های مربوط به خرید و استفاده از تیرآهن برای ساخت ساختمان افزایش مییابد. این افزایش هزینه ممکن است باعث کاهش تقاضا برای خرید ملک شود.
- فعالیت صنعتی: قیمت تیرآهن میتواند تأثیر بسیاری بر صنعت ساختمان سازی داشته باشد. با افزایش قیمت تیرآهن، فعالیتهای صنعتی مربوط به ساختمان سازی ممکن است کاهش یابد و کمبود تیرآهن باعث تأخیر در پروژههای ساختمانی شود.
- کیفیت محصولات: در صورت کاهش کیفیت تیرآهن به دلیل تلاش کمتر برای تولید، باعث کاهش کیفیت ساختمانهای ساخته شده با آن میشود. این کاهش کیفیت میتواند منجر به خطراتی برای ساکنان ساختمان شود و باعث کاهش اعتماد به ساختمانهای ساخته شده با تیرآهن شود.
- تأثیر بر اشتغال: صنعت ساختمان سازی به یکی از مهمترین بخشهای اقتصادی هر کشور تبدیل شده است و تأثیرات قیمت روز تیرآهن بر اشتغال در این صنعت بسیار مهم است. با کاهش فعالیتهای صنعتی مربوط به ساختمان سازی، تعداد بیشتری از کارگران و کارمندان این صنعت ممکن است بدون کار بمانند و این باعث افزایش نرخ بیکاری شود.
بنابراین، قیمت تیرآهن میتواند تأثیر بسیاری بر صنعت ساختمان سازی داشته باشد. این تأثیرات شامل افزایش هزینه ساخت، کاهش فعالیتهای صنعتی، کاهش کیفیت محصولات و تأثیر بر اشتغال میشود. برای کاهش تأثیرات قیمت روز تیرآهن بر صنعت ساختمانسازی، میتوان از راهکارهایی مانند بهبود روشهای تولید، افزایش راندمان تولید، استفاده از مواد جایگزین و بهرهگیری از فناوریهای جدید استفاده کرد. همچنین، ارتباط صنعت ساختمان سازی با بازار فلزات و نوسانات قیمت روز تیرآهن را باید بررسی کرد تا بتوان راهکارهای مناسبی برای کاهش تأثیرات قیمت تیرآهن در صنعت ساختمان سازی پیدا کرد.
پرفروش ترین تیرآهن در بازار داخلی
یکی از پرمصرفترین و کاربردیترین مقاطع فولادی تیرآهن است که در انواع و اشکال مختلفی تولید میشود. شکل ظاهری این محصول شبیه حروف انگلیسی H و I است و عمدتا به سبک و سنگین تقسیم میشود.
انواع تیرآهن عمدتا در صنعت ساختمانسازی به کار میرود و از آن برای ساخت خرپا، اتصال به ستونها، اسکلتبندی ساختمان و ... استفاده میشود. پرکاربردترین سایزهای تیرآهن که دستخوش تغییرات قیمتی زیادی قرار میگیرد تیراهن سایز 14، تیر سایز 16 و 18 است.
به عنوان مثال قیمت تیرآهن 14 که به دلیل وزن سبک از محبوبیت بیشتری بین فعالان این حوزه برخوردار است و خرید آن صرفه اقتصادی دارد، همچنین قیمت تیرآهن 16 کارخانه ذوب آهن اصفهان جزو سایزهای پروفروش به شمار میرود به تیرآهن سایز متوسط شناخته میشود و نرخ آن نیز تأثیر زیادی از میزان عرضه این محصول در بازار میپذیرد. قیمت تیرآهن 18 نیز که در مقایسه با دو سایز ذکرشده، وزن بیشتری دارد از همین رو قیمت آن نیز نسبتا بالاتر است.
قیمت تیرآهن اصفهان
اصفهان آهن یکی از بزرگترین تولیدکنندگان فولاد در ایران است که در شهر اصفهان واقع شده است. اصفهان آهن با تولید محصولات متنوع فولادی، بزرگترین تولیدکننده فولاد در ایران است. محصولات تولیدی شامل ورقهای گالوانیزه، ورقهای رنگی، تیرآهن، لوله، پروفیل میلگرد و غیره میباشد.
این شرکت با بهرهگیری از تجهیزات مدرن و کارکنان با تجربه، توانسته است تولیدات با بالاترین کیفیت را به دست آورد و به بازارهای داخلی و خارجی عرضه کند.
آهن اصفهان یکی از معروفترین برندهای داخلی است که از سایز 14 تا 30 تیرآهن تولید میکند. از شاخصههای اصفهان آهن میتوان به حک علامت اختصاری ESCO روی بالهای تیرآهن، تولید براساس استاندارد ایران و اروپا، تولید اصفهان آهن در سه نوع نیم بالپهن موازی (IPE)، بالپهن موازی (IPB) و بالباریک شیبدار (IPN) اشاره کرد.
گفتنی است قیمت اصفهان آهن به عوامل مختلفی بستگی دارد که از جمله آنها میتوان به قیمت دلار، قیمت نفت، اخبار سیاسی، عرضه و تقاضا، نرخ تورم و هزینه حمل اشاره کرد. از میان سایزهای اصفهان آهن آهن 14، 28 و 24 جزو پرکاربردترین و محبوبترین سایزها بین فعالان حوزه آهن و فولاد است. جهت خرید اهن از کارخانه اصفهان روی لینک کلیک کنید.
گاهی اوقات به دلیل عرضههای مهندسی شده تیرآهن سایز 18 یا حتی سایر سایزها یا ایجاد کمبود مصنوعی در بازار قیمت این محصولات تحت تأثیر قرار میگیرد؛ همچنین از آنجایی که در شرایط فعلی قیمتها به طور لحظهای درحال تغییر است ضروری است پیش از خرید تیرآهن یا هر محصول دیگری قیمت آن که به طور روزانه در سایت آهن پرایس قرار میگیرد، به دقت بررسی شود.
قیمت روز آهن اصفهان
در سالهای اخیر، قیمت تیرآهن اصفهان با توجه به تحریمها و نوسانات ارزی مختلف، تغییرات زیادی را تجربه کرده است با توجه به آمار موجود از قیمت تیرآهن اصفهان در ماه تیر سال 1402، این محصول از ابتدای تیرماه تا نیمههای مرداد نوسانات چشمگیری تجربه نکرد و غالبا ثابت اعلام میشد اما با این حال روند کاهشی تدریجی قیمت تیرآهن اصفهان مداوم بود.
به این صورت که هر شاخه تیراهن ذوب آهن در ابتدای تابستان 4 میلیون و350 هزار تومان برآورد شد اما تا پایان تیرماه با کمی کاهش وارد کانال 3 میلیون تومانی شد و در هر شاخه حدود 3 میلیون و 850 هزار تومان به فروش رسید.
ماه مرداد هم روند نسبتا ثابت بود اما با گشایش خرید اعتباری و بدون محدودیت محصولات بورس کالا کمی بازار تکان خورد و قیمت تیرآهن اصفهان دوباره به 4 میلیون رسید به طوری که قیمت تیرآهن اصفهان 14 در هفته دوم مرداد ماه 4 میلیون و 260 هزار تومان اعلام شد.
تیرآهن اصفهان از مهمترین برندهایی است که نیز غالب بازار را تأمین میکند از همین رو با افزایش قیمت تیرآهن اصفهان، صنایع ساختمانی و محصولات فلزی قیمت خود را نیز افزایش میدهند و این امر میتواند تاثیراتی بر روی هزینههای ساخت و ساز، توسعه زیربنا و همچنین قیمت مسکن داشته باشد.
به طور کلی، قیمت تیرآهن اصفهان به عنوان یکی از مهمترین مصالح ساختمانی در بازار داخلی به دلیل تاثیرات گستردهای که بر اقتصاد و صنعت دارد، همواره مورد توجه و بررسی قرار گرفته است. با توجه به شرایط بازار، پیشبینی قیمت تیرآهن در آینده به سختی قابل انجام است با این حال، طبق نظر کارشناسان تا پایان تابستان قیمت تیرآهن اصفهان نوسان چندانی نخواهد داشت.
نحوه خرید تیرآهن از کارخانه
شیوههای متعددی برای خرید تیرآهن وجود دارد که شامل خرید تیرآهن از کارخانه، خرید آنلاین تیرآهن، خرید تیرآهن از بنگاه و خرید از بورس کالا است؛ اما متداولترین شیوه خرید که قیمت تیرآهن در آن برای مشتری ارزان و به صرفه تمام میشود، خرید تیرآهن از کارخانه است.
البته باید گفت اگرچه قیمت تیرآهن در این شیوه ارزانتر از سایر روشها است اما معایب و محدودیتهای خود را نیز دارد. به عنوان نمونه از جمله معایب خرید تیرآهن از کارخانه میتوان به موارد زیر اشاره کرد:
- الزام به خرید با تناژ بالا
- تأخیر در تحویل بار
- عدم عودت بار در صورت مغایرت
- افزایش هزینه حمل بار
- احتمال محدودیت در تولید سایز مدنظر
با اینکه خرید تیرآهن از کارخانه با معایب متعددی همراه است، اما مزیتهایی دارد که به اولویت خرید بسیاری از مشتریان تبدیل شده است. از جمله این مزیتها میتوان موارد زیر را نام برد.
- اطمینان از کیفیت و اصالت تیرآهن
- حذف واسطهها و دلالها
- خرید از برند دلخواه
- کاهش برخی هزینههای جانبی و کاهش قیمت نهایی تیرآهن
با توجه به مزایا و معایبی که برای خرید تیرآهن از کارخانه اشاره شد، اگر قصد خرید تیرآهن به این روش را دارید، بهتر است به شیوه زیر و طبق پروسهای که گفته میشود، اقدام کنید:
- تماس با کارخانه و ثبت صورت سفارش
- ارسال مدارک مانند کد ملی، آدرس محل پروژه
- صدور پیش فاکتور
- پرداخت مبلغ خرید
- ارسال بار به محل پروژه
کارخانههای متعددی امکان خرید تیرآهن به صورت مستقیم را برای مشتریان فراهم آوردهاند. در ادامه به بررسی معتبرترین کارخانههای فروش تیرآهن اشاره میشود.
کارخانههای تولیدکننده تیرآهن
همانطور که در سطرهای بالا اشاره شد کارخانه تیرآهن ذوب اصفهان یکی از شناختهشدهترین برندهای موجود در کشور است که تیرآهن آن از محبوبیت و کیفیت بالایی برخوردار است، اما علاوه بر تیر ذوبی در ایران کارخانه های متعددی در زمینه تولید تیرآهن فعالیت می کنند برخی از این کارخانه ها عبارتند از:
- کارخانه نورد آریان فولاد
- فولاد البرز ایرانیان (فایکو)
- شاهین بناب
- جهان فولاد غرب کرمانشاه
- فولاد احرامیان در استان یزد
- گروه ملی اهواز
- ناب تبریز
- ظفر بناب
- آرین فولاد
می توان گفت که بین این تولیدکنندگان، ذوب آهن اصفهان بهترین تیر آهن کشور را تولید میکند. در واقع ذوب آهن، کارخانهای است که امکان تولید تیرآهن از سایز 12 تا 30 را دارد. قیمت تیرآهن ذوب آهن اصفهان معمولا بالاتر از سایر تولیدکنندگان است.
قیمت تیرآهن 14
تیرآهن 14 یکی از پرکاربردترین سایزهای تیرآهن است که عمدهترین مصرف آن در صنعت ساختمانسازی و غالبا برای خانههای یک تا دو طبقه است و کمتر در بلندمرتبهسازی و صنعت استفاده میشود. همچنین از این محصول برای ساخت ستونها، نعل درگاه، خرپا، سقفها و ... استفاده میشود.
تیرآهن 14 غالبا در وزنهای 120، 130 و 140 کیلوگرم و در طول 6 و 12 متری تولید میشود، گفتنی است قیمت تیر 14 با تغییر وزن محصول تغییر میکند.
قیمت تیرآهن 14 همیشه با کوچکترین تغییری در بازار دستخوش نوسانات متعدد شده و حتی با ایجاد کمبود مصنوعی به افزایش بیشتر قیمت این محصول از قیمت تیرآهن 16 منتهی میشود.
قیمت تیرآهن 14 از ابتدای فعالیت بازار در سال 1402 روند کاهشی داشت و از کانال 5 میلیون تومانی به کانال 4 میلیون تومانی رسید اما با نابسامانی و آشفتگی بازار و بورس کالا شاهد افزایش مجدد قیمت این محصول و لمس کانال 5 میلیونی بودیم.
البته افزایش میزان تقاضا برای این محصول با آغاز فصل گرما و شروع ساخت و سازها و همچنین احتمال اعمال محدودیت مصرف برق صنایع، آزادسازی خریدهای اعتباری از عوامل مؤثر در افزایش قیمت آهن 14 درهفته آخر فروردین ماه بود.
قیمت آهن 14 در فصل اوج تقاضا
در ماه خرداد، بازار آهن و فولاد تحت تأثیر عوامل مختلفی قرار گرفت. در هفته نخست، قیمت آهن 14 افزایش یافت، اما در پایان ماه به ثبات رسید و حتی کاهشی نیز داشت. قیمت آهن 14 در پایان ماه به حدود 4 میلیون و 400 هزار تومان رسید در حالی که در ابتدای خرداد قیمت آهن 14 حدود 5 میلیون و 150 هزار تومان گزارش شد. این وضعیت به دلیل عواملی مانند نرخ دلار، آزادسازی پولهای بلوکه شده، مذاکرات ایران و آمریکا، سفر مقامات خارجی به ایران، سختگیریهای سامانهای و محدودیتهای خرید و فروش در بورس و تأثیرات اقتصادی جهانی بود. در نتیجه، تقاضای مصرفی و سرمایهای کاهش یافت و خریداران خرید آهن را به تعویق انداختند. در این شرایط، تخفیفات و زیرفروشی در برخی حوزهها رونق یافت.
در تیرماه، بازار آهن و فولاد با ورود به فاز رکود، با وضعیتی نامطلوب مواجه شد. در این ماه که به عنوان پرمصرفترین ماه برای آهن و فولاد شناخته میشود، تقاضای مصرفی و سرمایهای با ضعف شدیدی همراه بود، به طوری که بازار قادر به ایجاد تقاضای قوی برای این صنعت نبود.
بهرغم انتظار برخی افراد که انتظار داشتند از نیمه خرداد شاهد افزایش نسبی قیمت آهن باشیم، اما قیمتها در حقیقت در مسیر کاهش قرار گرفتند. این روند کاهشی قیمت آهن آلات و رکود بازار آهن ناشی از کاهش تقاضای سرمایهای و افت شدید در تقاضای مصرفی بود به طوری که قیمت آهن 14 در هر شاخه از 4 میلیون و 300 هزار تومان به 3 میلیون و 800 هزار تومان کاهش یافت.
بهعلاوه، رکود بازار آهن در تیرماه تحت تأثیر عوامل مختلفی قرار گرفت این عوامل شامل نوسانات نرخ ارز، ثبات قیمتهای جهانی، خبرهای سیاسی مثبت مانند تلاش برای توافقی موقت با آمریکا، بهبود روابط با برخی کشورهای عربی و آفریقایی، بهبود فروش نفت و آزادسازی پولهای ایران بود. این عوامل باعث شدند که قیمت آهن امروز در تیرماه با رکود مواجه شده و قیمت آهن 14 روند کاهشی پیدا کنند.
.
گفتنی است قیمت تیرآهن 14 که جزو محصولات سبکتر به شمار میرود به نسبت سایرهای بالاتر گرانتر است. به عبارتی میتوان گفت سایز و وزن تیرآهن، برند و نحوه تولید آن، کمبود یا موجودی آن در بازار مواردی است که قیمت روز تیرآهن براساس آن تعیین میشود.
تیرآهن 16 میلیمتر، از جمله انواع تیرآهن با ضخامت بالا است که برای کاربردهای سنگین و نیاز به مقاومت بالا در صنعت ساخت و ساز استفاده میشود. به عنوان مثال، تیرآهن با سایز 16 در ساخت ستونهای بتنی، بالا بردن بارهای سنگین در پلها و تونلها، ساخت فریمهای فلزی ساختمانها، ساخت قطعات ماشینآلات صنعتی و قطعات ساختمانی مورد استفاده قرار میگیرد.
قیمت تیرآهن 24
تیرآهن سایز 24 جزو محصولات سنگین و سایز بزرگ محسوب میشود و بیشتر در پروژهای عمرانی بزرگی که به تیرآهن با مقاومت و استحکام بالا نیاز دارند، استفاده میشود. شکل ظاهری تیرآهن 24 شبیه حرف انگلیسی I است و براساس استاندارد اروپایی IPE تولید میشود.
گفتنی است این تیرآهن در بازار با نام تیرآهن بال نیم پهن موازی نیز شناخته میشود.قیمت تیرآهن 24 با توجه به وزنی که دارد از تیرآهنهای با سایزهای پایینتر بیشتر است، اما برند کارخانه، استاندارد تولید، میزان عرضه و تقاضا و عواملی از این دست نیز در قیمت تیرآهن 24 اثرگذار هستند.
از مشخصات تیرآهن 24 باید گفت این محصول از فولادهای ST37، ST44، ST52 و در شاخههای 12 متری تولید میشود میانگین وزن این محصول 370 کیلوگرم است و بیشتر درکارخانه ذوب آهن اصفهان و فولادیزد به تولید میرسد البته به صورت وارداتی از ترکیه و کره هم در بازار آهن داخلی تأمین میشود، گفتنی است قیمت تیرآهن 24 وارداتی ممکن است بالاتر از محصولات داخلی باشد.
از عمدهترین کاربردهای تیرآهن 24 میتوان به استفاده در ساخت اسکله، پالایشگاه، ستون، نعل، خرپا، تونل، ساختمانسازی و سازههایی با نیاز به تیرآهن با مقاومت بالا در برابر ارتعاش، تحمل بالا برای بارهای دینامیکی و مقاومت خمشی بالا اشاره کرد.
قیمت تیرآهن 24 جزو آهن آلاتی است که به صورت روزانه در سایت آهن پرایس آپدیت میشود و علاوهبر قیمت آهن 24 کارخانههای مختلف، نمودار قیمت تیرآهن 24 هم در بازههای مختلف هفتگی، ماهانه، 3 ماهه، 6 ماهه و سالانه قابل تنظیم بوده و در دسترس مخاطبان قرار دارد.
از کاربردهای نمودار قیمت تیرآهن 24 میتوان به تسهیل پیشبینی روند نوسانات بازار آهن براساس الگوی رفتاری به دست آمده از نمودار محصول، اشاره کرد؛ این امکان به مشتریان در انتخاب بهترین و مناسبترین زمان برای خرید تیرآهن 24 کمک میکند.
نکات مهم در خرید تیرآهن
از آنجایی که تیرآهن در صنایع مختلف به ویژه در صنعت ساخت و ساز، محصولی گرانقیمت و مهم به شمار میآید ضروری است هنگام خرید تیرآهن نکات لازم را مدنظر قرار دهید، در ادامه به برخی از این نکات اشاره میکنیم:
- بررسی و شناخت انواع تیرآهن و کاربرد آنها: تیرآهنها در انواع مختلف و با کاربرد مخصوص به خود تولید میشوند. رایج تیرآهنها شامل تیرآهن IPE، تیرآهن HEA، تیرآهن HEB، IPB تیرآهن INP و تیرآهن لانه زنبوری CPE است.
- تعیین سایز مناسب تیرآهن: انتخاب سایز مناسب تیرآهن به عوامل مختلفی مانند بار وارده بر سازه، دهانه تیر، نوع مصالح استفاده شده و استانداردهای ساختمانی بستگی دارد.
- بررسی کیفیت تیرآهن: تیرآهن باکیفیت باید دارای سطحی صاف و یکدست، بدون ترک خوردگی و حفره باشد. همچنین، وزن تیرآهن باید مطابق با جدول استانداردها باشد.
- توجه به استانداردهای تولید: تیرآهن باید مطابق با استانداردهای ملی و بینالمللی تولید شده باشد. استانداردهای رایج برای تیرآهن شامل استانداردهای ASTM و ISRI است.
- بررسی قیمت: قیمت تیرآهن تحت تأثیر عوامل مختلفی مانند نوع تیرآهن، سایز، برند تولیدکننده، نوسانات بازار و هزینه حمل و نقل قرار دارد. قبل از خرید، قیمت تیراهن را در سایت آهن پرایس بررسی کنید.
- توجه به وزن و ابعاد تیرآهن: وزن تیرآهن یکی از مهمترین مشخصات آن است. وزن تیرآهن باید مطابق با جدول استانداردها باشد.
- بررسی گواهی کیفیت: هر محموله تیرآهن باید دارای گواهی کیفیت باشد که در آن مشخصات فنی تیرآهن، نتایج آزمایشات انجام شده و نام تولیدکننده ذکر شده باشد.
- مشاوره با مهندس محاسب: قبل از خرید تیرآهن، بهتر است با مهندس محاسب مشورت کنید تا سایز و نوع مناسب تیرآهن برای پروژه شما تعیین شود.
- بازرسی دقیق: قبل از تحویل گرفتن تیرآهن، آن را به دقت بررسی کنید تا از سالم بودن و مطابقت آن با سفارش خود اطمینان حاصل کنید.
- حمل و نقل صحیح: تیرآهن باید با استفاده از وسایل نقلیه مناسب و به صورت ایمن به محل پروژه منتقل شود.
با رعایت نکات ذکر شده، میتوانید تیرآهن با کیفیت و مناسب برای پروژه خود را انتخاب کرده و از استحکام و دوام سازه خود اطمینان حاصل کنید.
![]()
قیمت روز تیرآهن در کدام کارخانه ارزان است؟
همانطور که اشاره شد قیمت روز تیرآهن معمولا براساس وزن محصول تعیین میشود از همین رو اگر مبنا را قیمت تیرآهن 14 شاخه 12 متری قرار دهیم که وزن آن بر اساس استاندارد جدول اشتال تقریبا 155 کیلوگرم است، نخستین تیرآهن ارزان قیمت تیرآهن ماهان است که وزن آن 120 کیلوگرم در هر شاخه است و محصولی سبک به شمار میرود.
تیرآهن ارزان قیمت بعدی آهن کرمانشاه است که وزن تیرآهن 14 دراین کارخانه هم در هر شاخه 120 کیلوگرم است اما تیرآهن فایکو و کوثر اهواز 14 هر شاخه 12 متری در این کارخانهها 135 کیلوگرم است که جزو برندهای ارزان قیمت به شمار میرود.
قیمت تیرآهن اصفهان سایز 14 که مطابق با جدول اشتال 155 کیلوگرم است در رده بعدی قرار دارد و به مراتب گرانتر از سایر برندهاست؛ اگرچه باید در نظر داشت که وزن محصول یکی از فاکتورهای اثرگذار بر قیمت روز تیرآهن است و در تعیین قیمت آهن باید سایر فپارامترها را هم در نظر گرفت.
خدمات آهن پرایس برای تیرآهن
برشکاری و زنبوری کردن تیرآهن از جمله خدماتی است که در اختیار خریداران تیرآهن از مجموعه آهن پرایس قرار میگیرد، علاوهبراین امکان عودت محصول در صورت مغایرت با فاکتور، ارسال سریع بار، ارائه ضمانتنامه کتبی کیفیت و قیمت نیز از جمله خدماتی است که به مشتریان آهن پرایس ارائه میشود. شایان ذکر است هزینه خدماتی مانند برشکاری و ... به صورت مجزا محاسبه شده و از خریدار دریافت میگردد.
حداقل میزان خرید تیرآهن از آهن پرایس
خرید تیرآهن از آهن پرایس محدودیت ندارد، به این صورت که هم به صورت شاخهای و هم به صورت بندیلی این محصوول در اختیار مشتری قرار میگیرد، نیاز به یادآوری است که با توجه به بالا بودن هزینه ارسال بار، پیشنهاد میشود شاخههای محدودتر و تعداد پایین از نزدیکترین بنگاه به محل پروژه خریداری شود تا خریدار متحمل هزینه گزاف نشود.
زمان اعتبار قیمت تیرآهن در سایت آهن پرایس
امروزه روشهای مختلفی برای استعلام قیمت محصولات فولادی وجود دارد. یکی از این روشها که با پیشرفت تکنولوژی به انتخاب نخست خریداران تبدیل شده است، خرید آنلاین تیرآهن و میلگرد است. در همین راستا سایت آهن پرایس قیمت آنلاین تیرآهن را به طور لحظهای بر روی وبسایت خود قرارمیدهد. همچنین قیمت روز آهن آلات و قیمت تیراهن علاوه بر سایت، در کانالهای تلگرامی شرکت قرار میگیرد که مشتریان عزیز میتوانند با مراجعه به آنها از روش استعلام قیمت آنلاین تیرآهن و میلگرد بهرهمند شوند.
در کنار این نمودار قیمت روز تیرآهن کلیه محصولات فولادی به طور هفتگی، ماهانه، سه ماهه، شش ماهه و سالانه بر روی وبسایت قرار میگیرد که مطالعه آن به افراد این امکان را میدهد تا با بررسی پیشینه نوسانات محصول و رفتار بازار، بهترین زمان لازم برای خرید تیرآهن را انتخاب کند. در واقع از مزایا و کاربردهای نمودار قیمت روز آهن میتوان موارد زیر را برشمرد.
1. تحلیل روند قیمت: شناسایی الگوها و روندهای قیمت در طول زمان به منظور پیشبینی تغییرات آینده قیمت روز آهن.
2. شناسایی نقاط ورود و خروج: تشخیص نقاط ورود و خروج بهرهبرداران و سرمایهگذاران با تحلیل الگوهای قیمت تیرآهن.
3. تصمیمگیری در بازار: تعیین زمان مناسب برای خرید و فروش آهن بر اساس تغییرات قیمت روز تیرآهن و نوسانات بازار.
4. پیشبینی تقاضا و عرضه: تحلیل الگوهای قیمتی برای پیشبینی تغییرات آینده در تقاضا و عرضه بازار تیرآهن.
همچنین خریداران محترم میتوانند با شمارهگیری 02154103 با کارشناسان ما تماس گرفته و علاوهبر اطلاع از قیمتها از مشاوره رایگان نیزبهرهمند شوند.

 ۰۲۱-۵۴۱۰۳
۰۲۱-۵۴۱۰۳